


导致氟胶O型圈成型后不连片的原因及解决方案
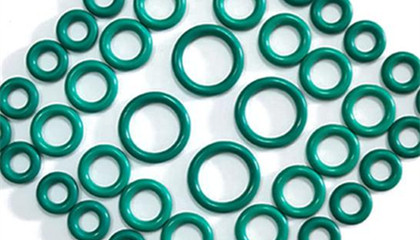
氟胶O型圈是一种横截面为环形的硅胶密封件,它在很多场所都用得上,不过在加工过程中,可能会遇到比较繁杂的难题。其中成型后不连片是很多工厂在加工时常遇到的问题,下面就来讲讲导致其成型后不连片的原因及解决方案。
1、模温过低:
模温过低很容易导致密封圈在成型后不连片,想要解决,只需要适度的调节橡胶硫化机左右模的温度即可。
2、工作压力过大:
工作压力过大也是会导致密封圈在成型后不连片,解决的方案就是在操作流程中适当的增加胶料,降低工作压力。
3、胶料过少:
一旦胶料过少同样会导致导致密封圈在成型后不连片,一般可以通过提高胶料的处理就可以了。有的时候,在胶料提高的同时,还需要配合工作压力和提升模温来确保密封圈的规格符合要求。
4、模貝自拆过度锐利:
模貝自拆过程中如果存在锐利的边角,那么就会导致密封圈在成型后不连片,对于这种开启,可以通过对模具进行喷砂处理,让模具得到打磨抛光的效果。
总的来说,氟胶O型圈是一种比较常见的密封件如果在加工过程中出现成型后不连片的情况,可以考虑一下模温、工作压力、胶料过少、毛刺等原因导致的,并根据原因采取合理的解决方案。
相关资讯
 发泡橡胶条的特点和用途 2022-12-26
发泡橡胶条的特点和用途 2022-12-26 O型圈的性能及保管方法 2016-09-19
O型圈的性能及保管方法 2016-09-19 国产O型密封圈的批发价格 2021-11-24
国产O型密封圈的批发价格 2021-11-24 氟橡胶球使用注意事项 2018-12-14
氟橡胶球使用注意事项 2018-12-14 橡胶O型圈的耐寒性好吗?提高耐寒性的方法! 2024-12-24
橡胶O型圈的耐寒性好吗?提高耐寒性的方法! 2024-12-24 橡胶O型圈的三种修边方法 2021-02-03
橡胶O型圈的三种修边方法 2021-02-03 导致O型橡胶密封圈泄漏的原因 2020-11-05
导致O型橡胶密封圈泄漏的原因 2020-11-05 聚氨酯油封结构图纸及规格尺寸表 2012-08-17
聚氨酯油封结构图纸及规格尺寸表 2012-08-17 导致氟胶O型圈成型后不连片的原因及解决方案 2022-10-09
导致氟胶O型圈成型后不连片的原因及解决方案 2022-10-09 O型圈的批发价格 2021-12-07
O型圈的批发价格 2021-12-07
上一篇:O型密封圈的加工工艺
下一篇:摩擦会给O型圈带来什么影响呢?
返回